 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





opis
metoda obliczania warunków pracy młyna końcowego
|
● prędkość cięcia (prędkość liniowa) obliczanie vc odległość, jaką porusza punkt na obwodzie młyna końcowego na minutę, można obliczyć za pomocą następującego wzoru: |
|

|
v = prędkość cięcia (m/min) π=3.14 d = średnica (mm) n = prędkość obrotowa (mm-¹) |
|
● prędkość obrotowa obliczanie rotationspeed liczbę obrotów na minutę wrzeciona mechanicznego, które utrzymuje młyn końcowy, można obliczyć za pomocą następującego wzoru: |
|
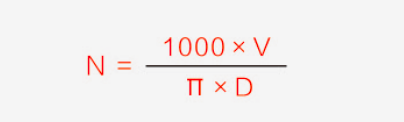 |
n = prędkość obrotowa (mm-¹) v = prędkość cięcia (m/min) π=3.14 d = średnica (mm) |
|
● szybkość zasilania obliczanie szybkości zasilania prędkość zasilania stołowego na minutę można obliczyć na następującym wzorze 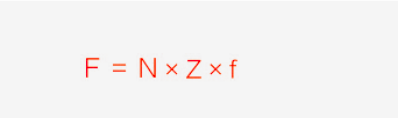 f = szybkość zasilania (mm/min) n = prędkość obrotowa (mm-1) z = liczba fletu f = szybkość zasilacza fletu (mm/1flute) |
|
|
● podaj zęby obliczanie paszy często odległość, jaką porusza punkt na obwodzie młyna końcowego na minutę, można obliczyć za pomocą następującego wzoru:  f = szybkość zasilacza fletu (mm/1flute) f = szybkość zasilania (mm/min) n = prędkość obrotowa (mm-1) z = liczba fletu |
|
|
● czas pracy obliczanie czasu pracy czas potrzebny na przecięcie materiału obrabianego można obliczyć za pomocą następującej wzoru  tc = czas pracy (min) l = całkowita długość pracy (długość materiału roboczego + średnica ostrza końcowego) f = szybkość zasilania (mm/min) |
|
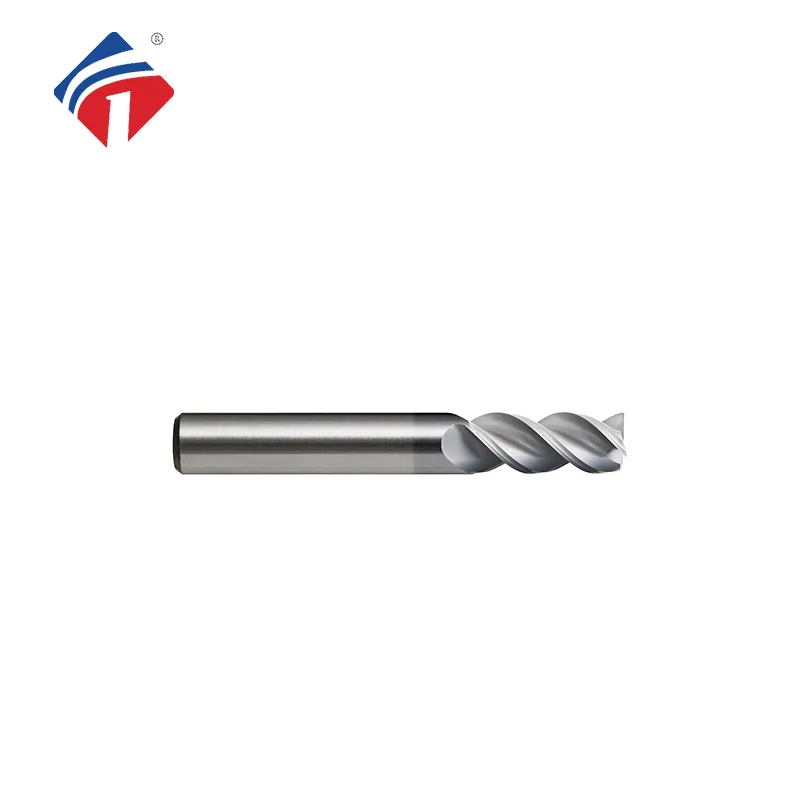
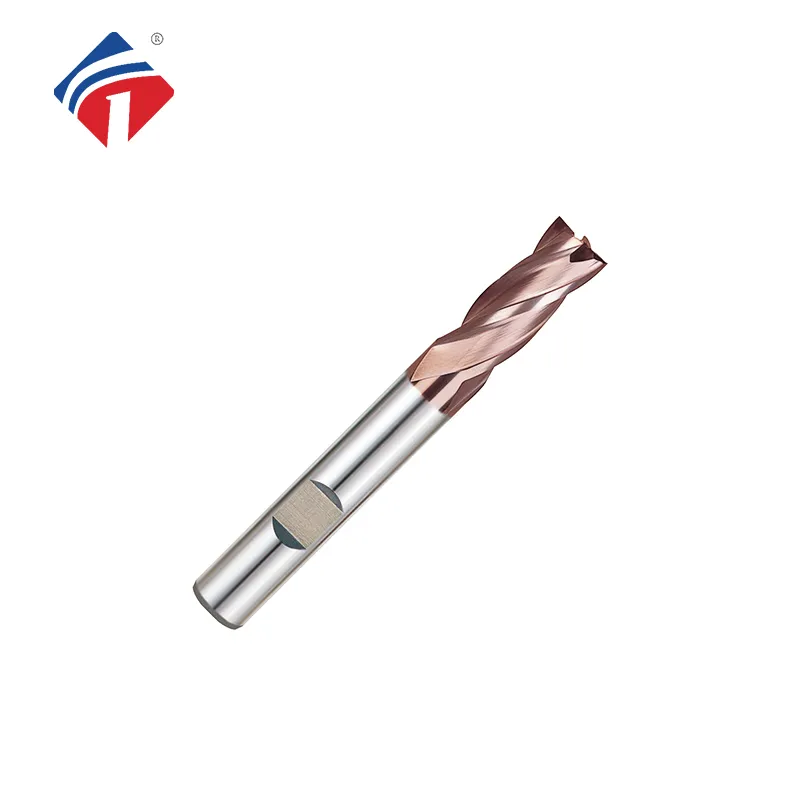
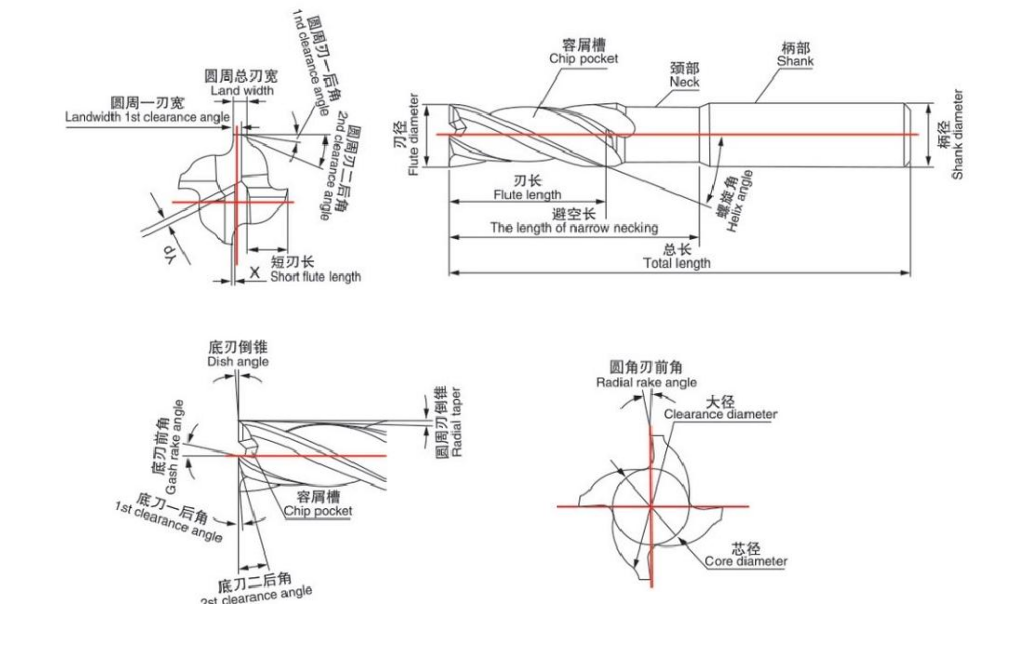
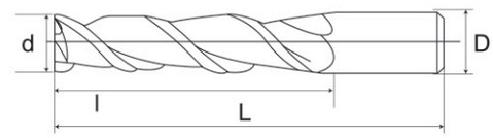
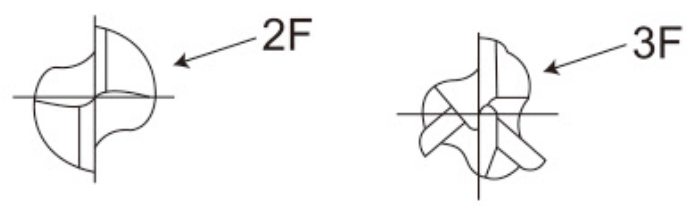
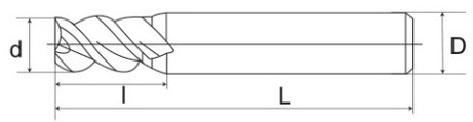
nazwa każdej części noża frezowania
seria frezarki
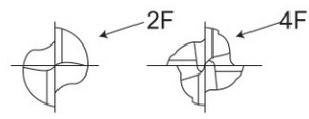
kształt młyna końcowy typu młyna

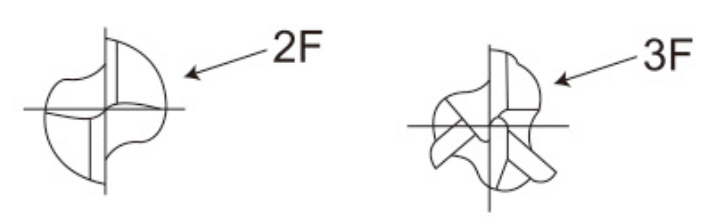
2-flute/4-flute end mills
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm
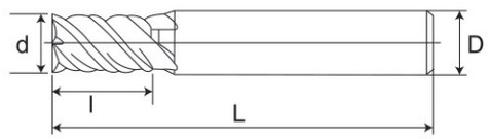

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-flute/4-flute przedłużony młyn końcowy
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm
|
d |
i |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ szczególna uwaga :
1. ta tabela jest standardową wartością frezowania bocznego. gdy narzędzie rowkuje, prędkość powinna wynosić 60% ~ 80% tabeli poniżej, a prędkość zasilacza powinna wynosić 50% ~ 70% jako wartość standardowa.
2. użyj bardzo precyzyjnych maszyn do maszyn i uchwytów narzędzi.
3. użyj chłodzenia powietrza lub płynu do cięcia, który nie powoduje łatwo wytwarzania dymu.
4. frezowanie boczne jest zalecane do mielenia w dół.
5. jeśli sztywność narzędzia maszynowego i przedmiotu obrabianego jest słaba, wystąpią wibracje i nieprawidłowy dźwięk. w tej chwili prędkość i prędkość podawania w poniższej tabeli powinny zostać zmniejszone z roku na rok.
6. utrzymuj zwis narzędzia tak krótki, jak to możliwe bez zakłóceń.
warunki cięcia
|
2 flet |
|||||||||||||||
|
materiały przetworzone |
lane żelazo żelazo plastyczne |
stal węglowa \ stopowa stal |
stalowa stalowa stal \ stal ~ 30hrc |
phs \ qt stel ~ 40hrc |
stal nierdzewna |
phs \ qt steel ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
przyczynę zasilania (mm/min) |
rpm (min-¹) |
wase (mm/min) |
rpm (min-) |
wase (mm/min) |
rpm (min-¹) |
wase (mm/min) |
rpm (min-¹) |
przyczynę zasilania (mm/min) |
rpm (min-¹) |
wase (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 flet |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
maksymalna głębokość cięcia |
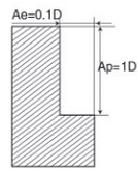 ae = 0,1d ap = 1d |
ae = 0,05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
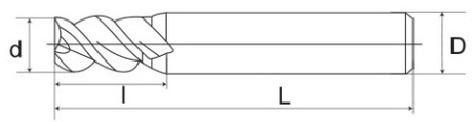
2-flute/3-flute młyn końcowy dla stopu aluminium
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 grain rozmiar = 0,6 μm

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-flute/3-flute aluminium aluminium wydłużony specjalny młyn końcowy
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm

|
d |
i |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ szczególna uwaga :
1. poniższa tabela pokazuje standardowe wartości frezowania bocznego. gdy narzędzie rowkuje, prędkość powinna wynosić 60% ~ 80% tabeli poniżej, a prędkość zasilacza powinna wynosić 50% ~ 70% jako wartość standardowa.
2. użyj bardzo precyzyjnych maszyn do maszyn i uchwytów narzędzi.
3. użyj chłodzenia powietrza lub płynu do cięcia, który nie powoduje łatwo wytwarzania dymu.
4. down frezowanie jest zalecane do frezowania bocznego.
5. jeśli sztywność narzędzia maszynowego i przedmiotu obrabianego jest słaba, wystąpią wibracje i nieprawidłowy dźwięk. w tej chwili prędkość i prędkość podawania w poniższej tabeli powinny zostać zmniejszone rok do roku.
6. utrzymuj zwis narzędzia tak krótki, jak to możliwe bez zakłóceń.
warunki cięcia aluminium
|
2flute |
||||
|
materiały przetworzone |
stop aluminium |
stop aluminiowy silikonowy si ≤ 10% |
||
|
d (mm) |
rpm (min- ') |
wase (mm/min) |
rpm (min-¹) |
wase (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
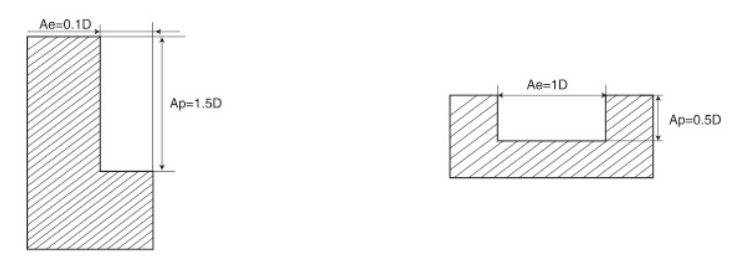
max cutting dept
|
zapytanie
powiązane kategorie produktów
- chiny cementowane rolek z węglików
- china mosiężne utting end mill cnc router
- china tungsten carbide mill rolls
- zestaw młyna końcowego china carbide
- chiny cementowane wkładki z węglika wolframowego
- pierścienie polne z polowiczami w chinach
- dostosowane pręty wolframowe
- mill end młyn cnc
- zimna wałka mielenia
- china tungsten solid carbide rods
- 1 8 x 3 stałe pręty z węglika
- młyn końcowy

