 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





opis
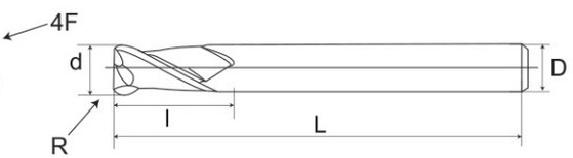
młyn końcowy ball ball
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm


|
d |
i |
l |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
2-flete extended ball end mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm


|
d |
i |
l |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
warunki cięcia
|
materiały przetworzone |
lane żelazo żelazo plastyczne |
carbon stee aalloy steel ~ 750n/mm2 |
stal węglowa \ stopowa stal 30hrc |
phs \ qt steel 40hrc |
stal nierdzewna |
phs \ qt steel ~ 50hrc |
||||||
|
d (mm) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
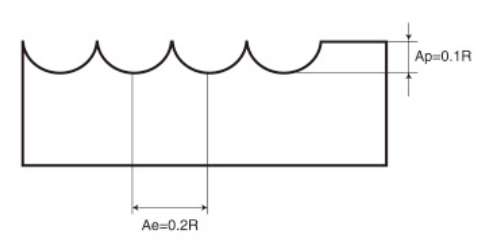
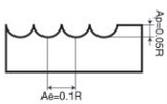
maksymalna głębokość cięcia |
|
 |
||||||||||
◆ specjalne wejście :
1. ta tabela jest standardową wartością frezowania bocznego. gdy narzędzie rowuje się, rpm powinien wynosić 60% ~ 80% tabeli poniżej, a federacja powinna wynosić 50% ~ 70% jako wartość standardowa.
2. użyj bardzo precyzyjnych maszyn do maszyn i uchwytów narzędzi.
3. użyj chłodzenia powietrza lub płynu do cięcia, który nie powoduje łatwo wytwarzania dymu.
4. frezowanie boczne jest zalecane do mielenia w dół.
5. jeśli sztywność narzędzia maszynowego i przedmiotu obrabianego jest słaba, wystąpią wibracje i nieprawidłowy dźwięk. w tej chwili rpm i federacja w poniższej tabeli powinny zostać zmniejszone z roku na rok.
6. utrzymuj zwis narzędzia tak krótki, jak to możliwe bez zakłóceń.
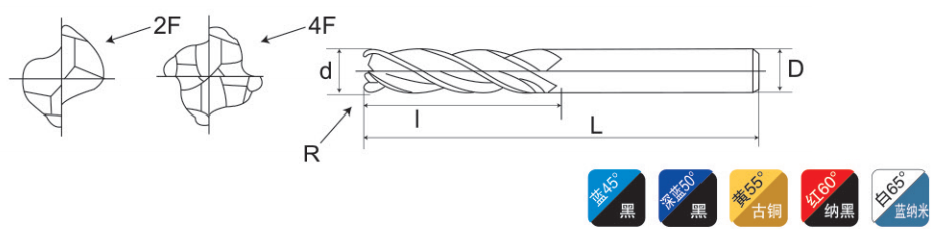
2-flute/4-flute okrągły nosek
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm
2f

|
d |
i |
l |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute przedstawi
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91,5 rozmiar ziarna = 0,6 μm
|
d |
i |
l |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ specjalne wejście :
1. ta tabela jest standardową wartością frezowania bocznego. gdy narzędzie rowuje się, rpm powinien wynosić 60% ~ 80% tabeli poniżej, a federacja powinna wynosić 50% ~ 70% jako wartość standardowa.
2. użyj bardzo precyzyjnych maszyn do maszyn i uchwytów narzędzi.
3. użyj chłodzenia powietrza lub płynu do cięcia, który nie powoduje łatwo wytwarzania dymu.
4. frezowanie boczne jest zalecane do mielenia w dół.
5. jeśli sztywność narzędzia maszynowego i przedmiotu obrabianego jest słaba, wystąpią wibracje i nieprawidłowy dźwięk. w tej chwili rpm i federacja w poniższej tabeli powinny zostać zmniejszone z roku na rok.
6. utrzymuj zwis narzędzia tak krótki, jak to możliwe bez zakłóceń.
warunki cięcia
|
2flute |
||||||||||||||||||||
|
materiały przetworzone |
lane żelazo żelazo plastyczne |
stal węglowa aalloy steel ~ 750n/mm2 |
stal węglowa aalloy steel ~ 30hrc |
phs \ qt steel ~ 40hrc |
stal nierdzewna |
phs \ qt steel ~ 50hrc |
||||||||||||||
|
d (mm) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
rpm (min-¹) |
federacyjny (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
maksymalna głębokość cięcia
|
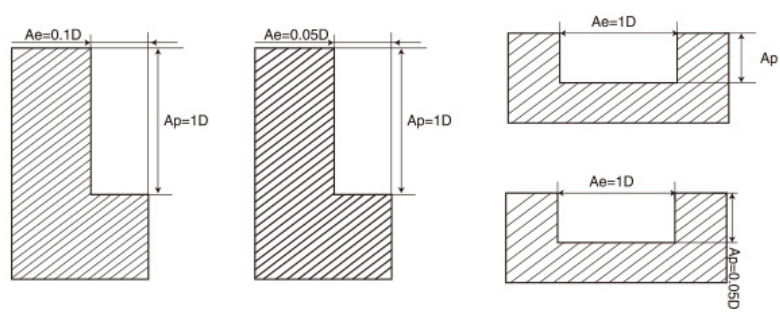 |
|||||||||||||||||||
młyn końcowy prostego trzonku z kolorem stałego z węglików (standardowy flet)
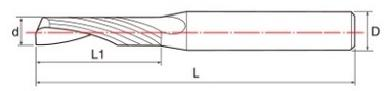

zastosowania noża do frezu: stal nierdzewna, żeliwa, aluminium, miedź, grafit, tworzywa sztuczne, materiały kompozytowe, stopy tytanowe, nikiel, stal oporna na ciepło, stal bez album
<30hrc 、 stalowa stal 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
specyfikacja |
specyfikacja |
||||||
|
d |
d (h6) |
l1 |
l |
d |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
trzy- lub cztero-płaski nos nos nos z litego węgliku
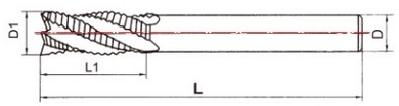


młychać się noża: stal nierdzewna, żeliwa, aluminium, miedź, grafit, tworzywa sztuczne, materiały kompozytowe,
stop tytanowy, nikiel, stal oporna na ciepło, stal bez albumu, stal o niskiej stopie aluminiowej <24hrc, wysoka stal stopowa <30hrc, stal hartowanej 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
specyfikacja |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |

